Yarn quality plays a significant role in the downstream processes like knitting and weaving. The performance of the yarn in knitting and weaving are judged by the stoppages of the machine, defects in the fabric produced. Any abnormality in the fabric due to defects would impair the aesthetics character of the fabric. Although fibre and yarn qualities are equally important for their performance in knitting, many mechanical variables affect the avoidable defects in the knitted fabrics. This article by Dr G Nagarajan, Texcoms worldwide, Singapore, covers the various aspects of the knitting machine elements which, if not properly set or maintained would highlight the defects in the manufactured fabrics.
Yarn quality plays a significant role in the downstream processes like knitting and weaving. The performance of the yarn in knitting and weaving are judged by the stoppages of the machine, defects in the fabric produced. Any abnormality in the fabric due to defects would impair the aesthetics character of the fabric. Although fibre and yarn qualities are equally important for their performance in knitting, many mechanical variables affect the avoidable defects in the knitted fabrics. This article by Dr G Nagarajan, Texcoms worldwide, Singapore, covers the various aspects of the knitting machine elements which, if not properly set or maintained would highlight the defects in the manufactured fabrics.

A knitting fault can occur at any time and if there is no regular examination of the fabric to detect and rectify such as faults, rejection of substantial quantities of fabric can result.
In today’s very competitive market, it is of paramount importance that quality is the main factor in determining the success or failure of an organization. Quality tools have been used in many textile industries to boost quality particularly in the area of manufacturing processes and support functions. The core objective of the majority of the quality is improvement of quality by reducing variation while producing products which meet predefined or predetermined specifications. Though the raw material is properly chosen and the machines are set and maintained properly, defects are likely to occur in the resulting fabric which should be corrected or prevented from occurring.
Common defects in knitted fabrics
- Needle lines
- Dropped stitches
- Holes
- Press-offs
- Bowing
- Barre
- Oil stains
- Course bias or Skew
There are other defects such as Lycra missing during sewing, thick and thin places, hairiness, star marks, contamination etc. Some of the defects caused by the knitting elements are discussed in the following sections.
Needle lines
Needle lines are unsightly lines in knitted fabrics. Amongst many knitted fabric defects, needle line defect is the worst knitted fabric defect. This is particularly more prominent in fabrics produced on fine gauge or high speed knitting machines. In fine gauge machines, the stitches are small and hence a small distortion in needles would reflect on the fabrics. Likewise, in high speed knitting machines, the defect is produced by needle fatigue.
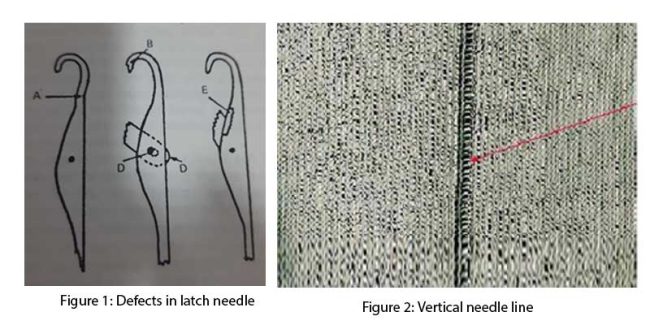
In Figure 1 (from left to right), the latch head is pulled backwards due to high tension. This happens especially while knitting continuous filament texturized yarns due to smaller loops are drawn.
The second diagram shows a sideways bent needle due to the stiff nature of latch in the trick which results in tight stitches and a needle line.
The third shows a riveted latch. When the rivet is loose, the protruding portion snaps individual fibres and thus causes tearing of fabrics.
Dropped stitchesbr> Dropped stitches or in other words dropped loops generally occurs when the needle fails to receive a new yarn or shed its loop prior to knock-over. This defect is clearly attributed to the faulty feeding systems which either due to
- Excess amount of yarn fed to the needles and cause drift in course length.
- Periodic surges in the yarn fed due to tape slippage, low input tensions and more variation in yarn friction levels.
- Lower fabric take down tensions which might cause the fabric to ride up with the needles upon clearing.
This can be avoided by
- Proper selection of needle hook and size depending upon the type of yarns used such as yarn count, open end or ring spun yarns. (Open end yarns are bulkier than ring spun yarns of similar counts).
- Needle hooks and latches are bot bent.
- Needle ticks are not clogged with lint.
- Proper positioning of feeder plate and carrier hole for threading. (Should not be clogged with dirt or lint).
- Proper needle timing with respect to the type of structure being knit.
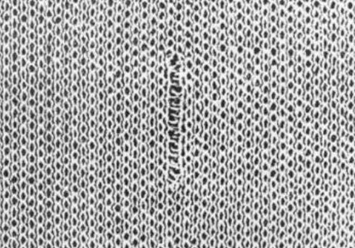
Figure 3: Dropped stitches
Holes
When a weft structure is knit either too tightly or loosely, holes will occur due to yarn breakage. This may happen due to the excessive course lengths as the yarn goes out of control. In positive feed, when the stitch cam setting is set too deep there will be an excessive tension in the yarn , which will then break causing a hole in the fabric. In rib/ interlock knitting, if the dial height is set too high, it will cause higher fabric strain, consequently with higher strain on the yarn during the knitting action and eventually leads to loop breaking. There are other factors which cause excessive tension on the yarn like
- Badly wound yarns (differences in package density)
- Yarn defects like more thin or weak spots.
- Improperly set positive feeding system
In general, weak spots in the yarn have to be checked for knitting yarns also. It means that the yarns with more variation in single yarn strength CV contains more weak spots. It can be clearly visible in the high speed strength testing (Tenso jet) with the elongated scatter plotter diagram. Conventionally, when the knitting speeds are low, yarn strength is secondary and elongation, imperfections were considered of primary importance. However, with the present generation high speed knitting machines where the speeds are higher, the yarns have to undergo bending strains in the regions of yarn withdrawal from cones, needles etc.
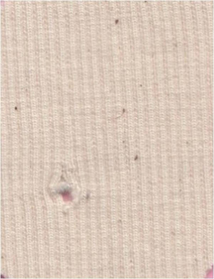
Figure 4: Hole in the knitted fabrics
Press-off
The literal meaning of “Press-off” is when all the needles in the machines lose their loops. This happens due to the combined effect of yarn breakages and failure of the stop motion. Suppose if a single jersey fabric is made on a rib knitting machine, where all the needles are in operation at one feeder and if the yarn is broken at that feeder, the machine comes to stop only when the machine makes one complete revolution. In such cases, the fabrics will have an appearance of “elongated hole”. In Interlock fabrics as the method of needle selection is alternate (Cylinder and Dial), the press-off will occur only the yarn is broken in two or three consecutive feeders. The difference between the Holes and Press-off is that in the former case the machine stops immediately allowing only a few needles to lose their loops whereas in the latter, all the needles on the machine lose their loops.
Oil spots
Oil spots in the knitted fabrics occur due to improper oiling or malfunctioning of the oiling system.

Figure 5: Oil spots
Bowing
Bowing appears as rows of courses or yarn-dyed stripes forming a bow shaped curvature along the fabric width. In general, fabric bias is characterized by linear courses knitting at an angle inclined to the normal. Bowing occurs when courses are deformed either in forward or backward or compound bowing. It is more common in loosely knitted structures where the distortions take place due to the interactive forces between the spreader board and the take-down rollers.
Forward bowing can be caused by more nip roll pressure at the center of the take-down rollers than at the extremes. Another reasons are with normal take-down tension and inadequate spreader board width or the operator who “arrow heads” the cloth at the start up.
Backward bowing is opposite to that of forward bowing. It means that the nip roll pressures are more at the extreme of the take-down rollers and less in the center. It is also caused by wider spreader board width or threading the new cloth roll with “edges first”.
Compound bowing is the combination of either which occurs with normal take-down tension and tilted or wobbling spreader board.
Measurement of bow
Bowing in the fabric can be measured by calculating how much height the fabric has bowed from the centre (b) (indicated by double sided arrow) and relating it to the total fabric width (d) which is
b x 100
d

Course bias or Skew
Skewing is a similar condition in which courses are angularly displaced from a line perpendicular to the edge or side of the fabric. During circular knitting, the courses do not knit horizontally but rather they knit in an incline eventually to form a helix. The degree of inclination increases with increase in number of feeders on the machine. An increase in course length will increase the degree of bias. Hence constant monitoring of course length is essential or otherwise many fabric properties will change. On positive storage feed machines, the influence of input yarn tension is less critical. On the other hand, tape speed drift is a serious problem. This tape speed drift causes change in the tape central driving pulley and also the speed variation. Hence, it is necessary to check the yarn speed once in a shift, if conditions arise. This can be done by measuring the tape distance over two machine revolutions or by checking the yarn speed with a yarn speed meter.
Measurement of Skew
Fabric Skew can be measured by locating the distortion of the fabric from the centre (marked as b) to the total width of the fabric. It is obvious that the courses are slightly inclined to the horizontal which is a measure of skewness. It is calculated by
b x 100
d

Barre
Apart from the fibre properties, selection of mixing, process parameters like count, twist variation and hairiness which generally cause barre effect on knitted fabrics in the horizontal direction, mechanical variables in knitting also cause the defects in the fabrics. Some of the noteworthy points are

Figure 6: Barre
- Differences in cam setting
Improper cam setting would result in different loop length or differently shaped loop length on a particular course. - Differences in yarn path
Yarn path variation cause differences in yarn tension between the feeders and consequently a different loop length. - Improper setting dial needles in relation to cylinder needles
If the dial needles are not set in relation to the cylinder needles, it would lead to it creates a wobbling effect and in turn forms shorter or longer loops in every revolution. This causes variation in stitch density and appear as bands on the fabric when viewed through transmitted light and appear as shadow barriness. - Differences in take-down tension
Variation in stitch density also occurs due to defective take-down mechanism. At the start of the knitting process, activation of the ratchet wheel to roll up the fabric that has been just knit increases the yarn tension. This higher yarn tension at the start up increases the stitch length and progressive knitting of the fabric reduces the yarn tension. Due to less tension, stitch length decreases and these variations in yarn tension at the beginning and to the end would cause variation in stitch density. This would also as shadow barriness on the knitted fabrics. - Number of feeders
Higher the number of feeders, more the visibility of the defect on the knitted fabrics. This is due to the wider spacing between the yarns and the eye could detect more easily the fault on the fabrics.
Summing up the defects in knitted fabrics, the mechanical variables affect the circular knitted fabric quality is given in Table 1
Table 1: Mechanical variables in circular knitting
| Fabric defects | Feeding system | Input yarn tension | Feeders | Needle timing | Gauge | Take downtension |
| Barre | X | X | X | X | ||
| Bowing | X | |||||
| Bias | X | X | X | x | ||
| Drop stitches | X | X | X | X | X | X |
| Holes | X | X | X | X | X | X |
| Needle lines | X | X | X | X | X | X |
“X” indicates the influence of the knitting element
Conclusion
To manufacture circular knitted fabrics with zero defects, it is very essential to know about the precise influence of mechanical variables, the interactions between the yarn properties and mechanical variables. Even a minor change in the machine settings would bring a change in the manufactured fabrics with defects. Apart from the fibre/yarn characteristics, the technicians have to be aware about the type of material, process style and adjust the machine settings accordingly.